La inspección impulsada por la IA impulsa a los procesadores de carne a alcanzar el éxito

En este artículo, Jon Gilchrist, director de soluciones técnicas para productos de visión de KPM, explica por qué las empresas eligen utilizar sistemas de inspección por visión impulsados por inteligencia artificial en las líneas de procesamiento de carne y aves de corral.

Este artículo apareció originalmente en la revista MeAating Point. Haga clic aquí para acceder al artículo en el sitio web de la publicación (el artículo aparece en la página 18).
El control de calidad y la seguridad alimentaria nunca han sido tan críticos o desafiantes para los procesadores y empacadores de carne y aves. Las empresas se ven obligadas a superar sus límites operativos para responder a las crecientes demandas de producción, a pesar de que la retención de la mano de obra sigue siendo un problema en toda la industria.
Naturalmente, cuando un equipo de control de calidad tiene dificultades para cumplir con estas exigencias, las operaciones deben ralentizarse. También hay una mayor probabilidad de que se cometan errores en la inspección, se generen residuos excesivos o posiblemente innecesarios o se introduzcan materiales extraños dañinos en el flujo de producción.
Estas son solo algunas de las razones por las que muchas empresas de procesamiento invierten en tecnologías de inspección por visión con inteligencia artificial (IA) para satisfacer estas crecientes demandas y ampliar sus esfuerzos de seguridad alimentaria. Cada día surgen nuevas aplicaciones para agilizar la clasificación de los productos y la detección de materiales extraños, por lo que este es un momento emocionante para que las empresas modernicen sus operaciones y obtengan una ventaja competitiva.
Una evolución en las tecnologías de inspección
El panorama de las tecnologías disponibles para mejorar los esfuerzos de inspección y detección de materiales extraños ha cambiado drásticamente en los últimos años. Las empresas de procesamiento de carne y aves de corral han utilizado sistemas de detección de metales y rayos X por sobrelínea como instrumentos fundamentales de control de calidad durante décadas.
Sin embargo, su uso principal es detectar objetos densos como metales, piedras y materiales similares. Son menos adecuados para materiales extraños blandos como papel, plástico y películas, que pueden dañar el equipo de procesamiento o provocar costosas retiradas del mercado.
Las tecnologías tradicionales tienen limitaciones y carecen de información precisa sobre los procesos, por lo que los sistemas de inspección por visión automatizados y basados en reglas se han convertido en una opción popular para satisfacer las necesidades de garantía de calidad de las plantas cárnicas y avícolas. Las tecnologías de inspección por visión tienen un diseño higiénico e incorporan cámaras de alta resolución, iluminación avanzada y un sólido software de análisis para medir las distintas características de los productos, ya sea que se usen en línea, se instalen sobre la línea o se integren directamente en un sistema transportador. Las mediciones del sistema incluyen todo lo relacionado con el tamaño y la forma en 2D del producto, el grosor, el color y el veteado en 3D, pero también mediciones más avanzadas, como la detección de manchas de sangre o estrías en los productos crudos, la cobertura del bollo para los productos procesados, la precisión del recorte, el peso predictivo del producto y más.
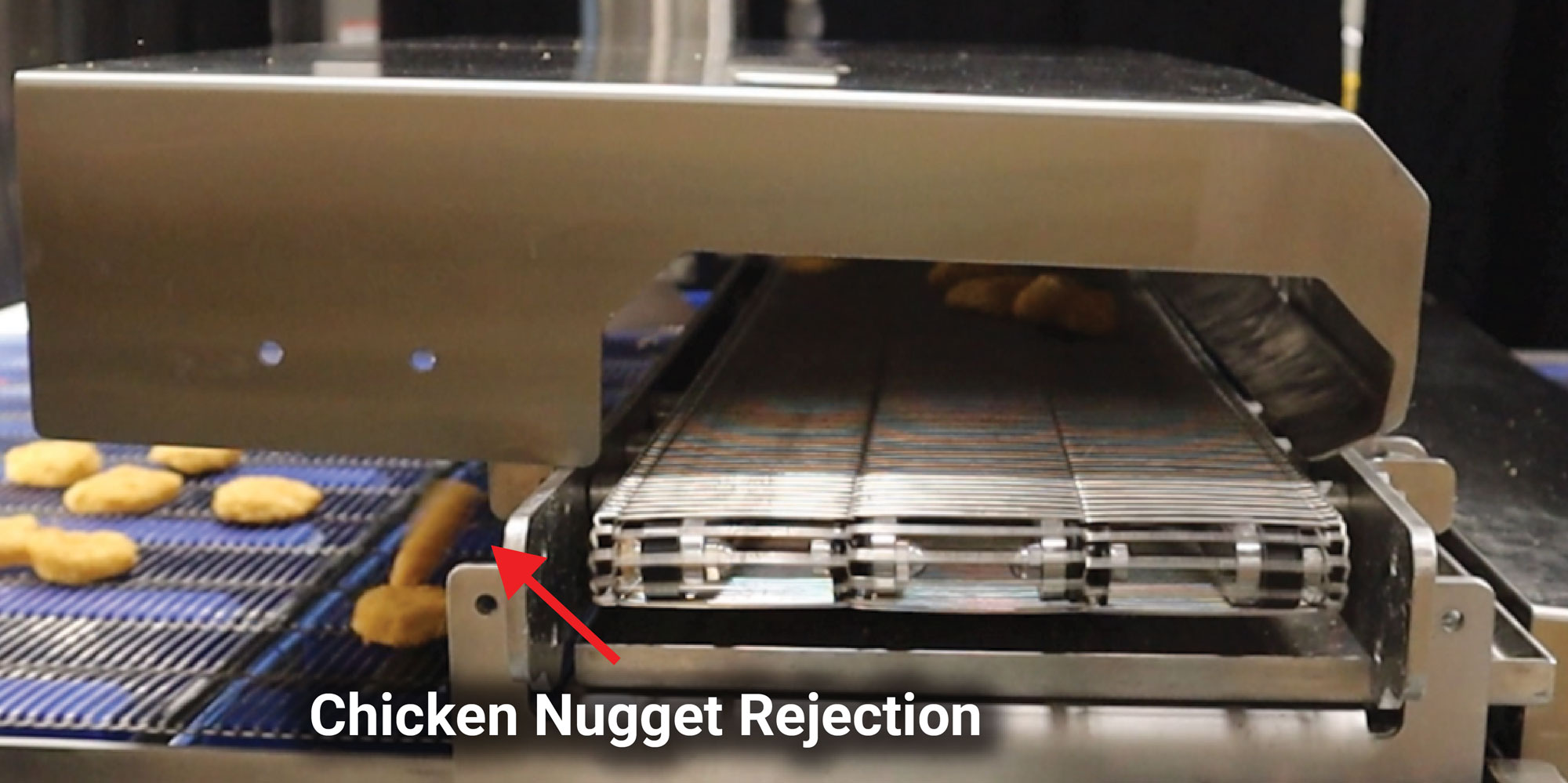
Los sistemas de inspección por visión ofrecen análisis en tiempo real durante la producción. Cuando el sistema detecta un defecto o un contaminante, puede alertar al operador o detener automáticamente la línea de producción. En el caso de algunos productos, las empresas pueden integrar un método de rechazo automatizado para eliminar los productos que no cumplen con las especificaciones y mantener el proceso en marcha. La alerta o acción inmediata permite un proceso de control de calidad seguro y uniforme, lo que garantiza que los productos defectuosos o los materiales extraños no deseados nunca lleguen demasiado lejos de la línea de procesamiento.
Los sistemas de inspección por visión actuales pueden equiparse con tecnología de imágenes hiperespectrales para la detección y clasificación avanzadas de materiales extraños. Las imágenes hiperespectrales utilizan una combinación de tecnologías de espectroscopía e imágenes para obtener imágenes de productos en longitudes de onda no visibles, lo que amplía la capacidad del sistema para encontrar materiales extraños potencialmente dañinos en la superficie del producto.
Incluso más recientemente, los sistemas de inspección por visión se han implementado con capacidades avanzadas de aprendizaje automático impulsadas por la inteligencia artificial para aumentar la facilidad de uso, lograr mediciones más detalladas y detectar materiales extraños con una precisión notable. El aprendizaje automatizado de las características y especificaciones de los productos reduce drásticamente la complejidad del sistema y promueve las operaciones continuas para mantener los sistemas en funcionamiento durante más tiempo con menos intervención humana. Un sistema de inspección visual con IA nunca se toma vacaciones ni un día de enfermedad. Puede ofrecer la misma precisión y exactitud si permanece en funcionamiento o hasta que esté capacitado para una línea de producción o SKU diferente. Si lo desean, las instalaciones pueden integrar los datos recopilados en el software de control de fábrica para crear un circuito de retroalimentación.
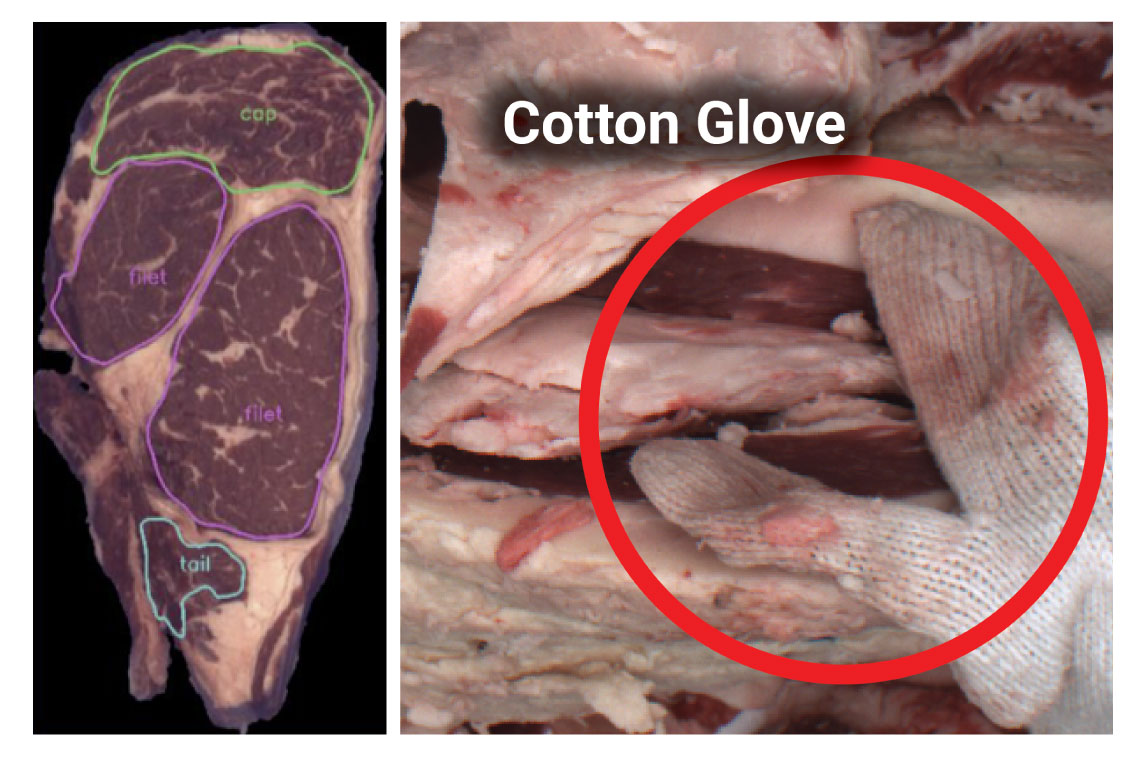
Derecha: Guante identificado en una línea de corte de carne de vacuno mediante inteligencia artificial.
Sin embargo, con el acceso a más datos de inspección y control de procesos que nunca, es posible que muchas operaciones que utilizan sistemas avanzados de inspección por visión no aprovechen todas las capacidades de su inversión en tecnología de visión.
Optimización de los procesos de producción mediante el aprovechamiento de los datos de inspección
Las tecnologías de inspección por visión automatizadas basadas en inteligencia artificial permiten a las empresas analizar el 100% de los productos cuando se integran en sus procesos. Estos valiosos datos ayudan a respaldar los esfuerzos de varios grupos dentro de una organización.
Impactos a nivel de línea de producción
Como su uso original, un sistema de visión con IA integrado permite a los operadores de la planta de procesamiento tomar decisiones mejor informadas sobre la calidad y la seguridad de los alimentos. Por ejemplo, una empresa de nuggets de pollo que produzca 3 millones de nuggets de pollo al día generará cierto porcentaje de residuos. Confiar únicamente en la inspección manual de los productos para determinar su tamaño, forma, color y cobertura generales u otras características del producto es una tarea difícil a toda velocidad de producción. Además, cuando se descubre un problema de calidad (por ejemplo, que el color del empanado se oscurece demasiado porque es necesario cambiar el aceite de la freidora), ya se están desperdiciando varios productos.
Como los sistemas de inspección en línea pueden interactuar con los sistemas MES y SCADA existentes, pueden ayudar a detectar cuándo los productos pueden empezar a oscurecerse demasiado después de salir de la freidora y tomar medidas correctivas inmediatas o alertar al operador.
Para ese productor de 3 millones de pepitas de pollo al día, reducir sus residuos en tan solo un 0,5% (unas 150 000 pepitas a 1 centavo por pepita) equivale a un ahorro significativo a lo largo del tiempo, ya que el operador puede tomar decisiones mejor informadas sobre el control de los procesos gracias a sus datos de visión. Muchas empresas han pagado sus sistemas de inspección visual rápidamente únicamente ahorrando residuos.
Impactos a nivel de planta
Hay varias formas en las que la inspección por visión artificial puede influir en la precisión y la toma de decisiones de los procesos a nivel de planta. En primer lugar, la tecnología ayuda a determinar las causas fundamentales de los problemas comunes de los procesos.
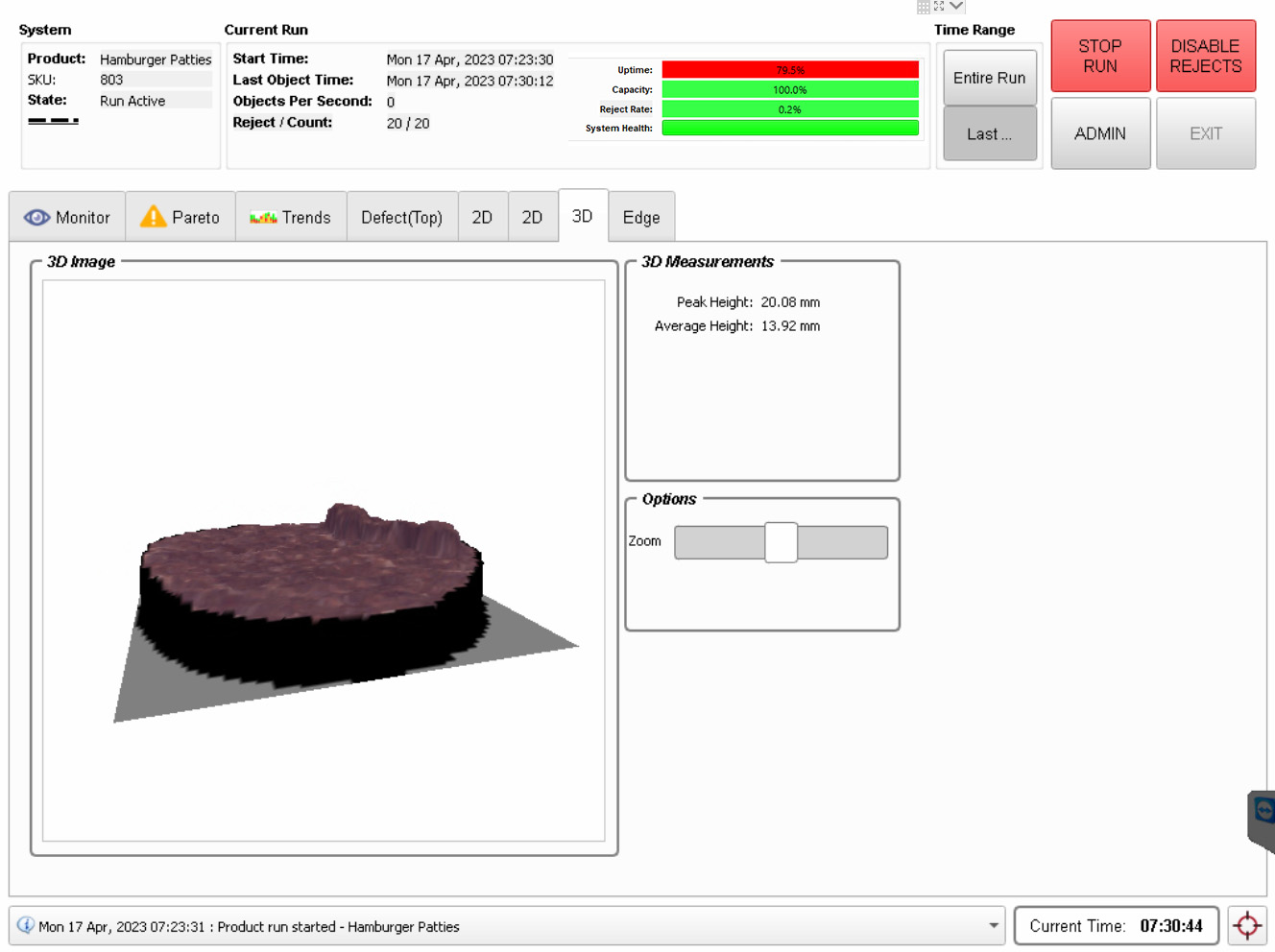
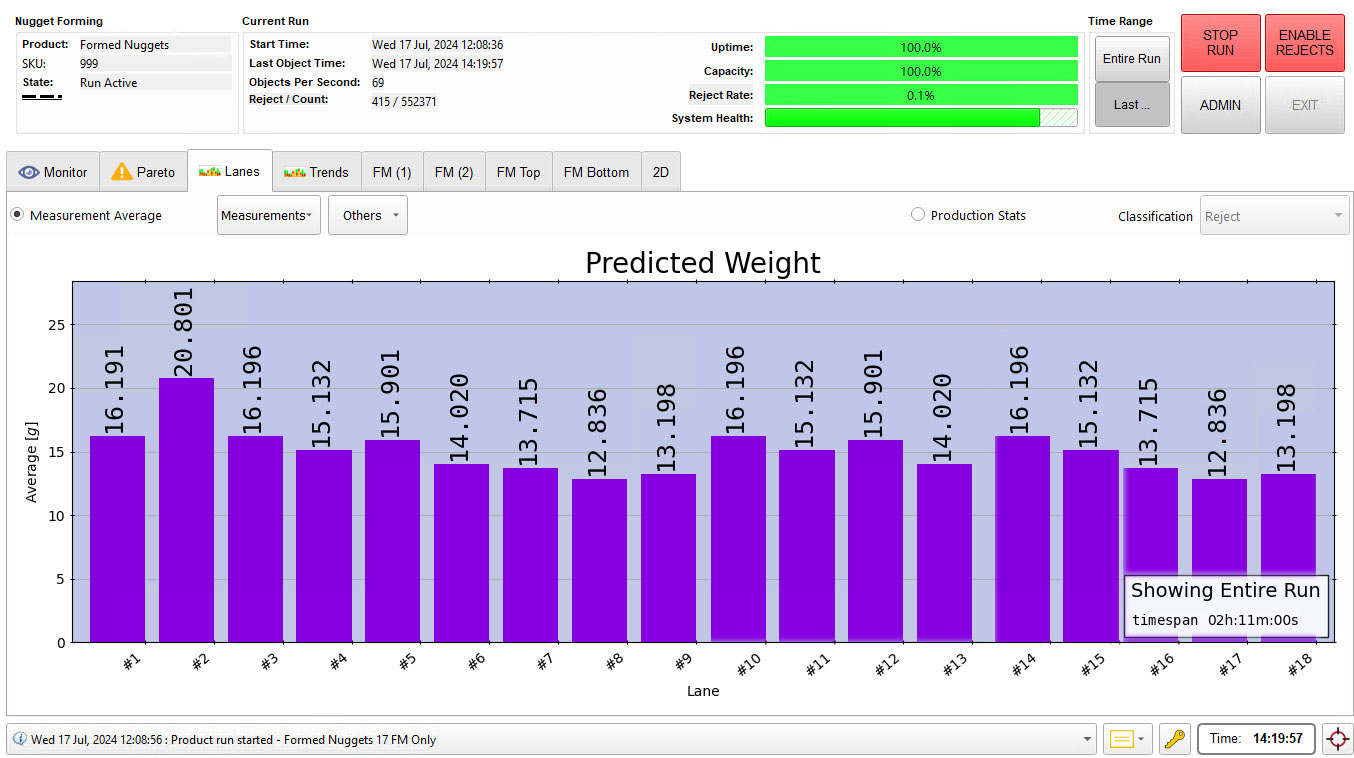
Tomemos como ejemplo una empresa que fabrica hamburguesas; todas las hamburguesas deben tener un tamaño o forma específicos para garantizar que estén bien cocidas y que quepan correctamente en el embalaje del producto. Si una planta tiene varias máquinas formadoras que alimentan los productos para las etapas de producción posteriores, contar con un sistema de inspección visual integrado que mida continuamente los productos que salen de las formadoras ayuda a detectar cualquier problema, como hamburguesas de doble apilamiento, defectos en los bordes, exceso de ahuecamiento de las hamburguesas, equipo de conformado desgastado y mucho más.
Con estos datos, la empresa puede identificar claramente las máquinas formadoras que habitualmente tienen problemas de consistencia del producto. Si todos los ajustes del proceso siguen fallando, el gerente de la planta puede tomar la decisión, basándose en los datos, de reparar o reemplazar el equipo para evitar más desperdicios.
La evaluación de los proveedores de ingredientes es otra aplicación útil. Las empresas cambian de proveedor de ingredientes por varios motivos, por lo que un método objetivo para probar nuevos ingredientes en el proceso de producción es una forma rentable de proteger la selección de proveedores.
Volviendo al productor de nuggets de pollo, digamos que la empresa está cambiando de proveedor de empanado y ha recibido muestras de varios proveedores para probar su proceso de producción. Ya sea que prueben productos individuales en un sistema en línea o que utilicen un sistema por encima del flujo de productos, los gerentes de la planta pueden evaluar rápidamente si el empanado se cocina correctamente, se adhiere al producto durante todo el proceso, mantiene la textura y otros atributos visuales. Poder comparar la apariencia del producto con los valores programados, en lugar de confiar en las tablas de colores o en la interpretación del operador, es una forma eficaz de garantizar una transición sin problemas a un nuevo proveedor de ingredientes.
Impactos a nivel corporativo
Para las grandes empresas de procesamiento de carne y aves de corral, las tecnologías de inspección por visión con IA ayudan en gran medida a analizar las tendencias de rendimiento en múltiples ubicaciones. Algunos sistemas de inspección por visión ofrecen módulos de software que permiten a los usuarios generar informes de rendimiento en toda la planta sobre cualquier aspecto, desde la tasa de rechazo de productos hasta el color o la presencia de atributos visuales en un producto.
Tener acceso a estos datos no solo ayuda a las empresas a implementar estándares más altos para la consistencia de los productos en toda la empresa, sino que también ayuda a tomar la decisión de invertir recursos de capital para corregir los desafíos globales. Esta ventaja es especialmente útil para las empresas con varios centros de producción; si hay sistemas de visión en todas las líneas de producción, es mucho más fácil comparar el rendimiento en toda la empresa y abordar los posibles problemas de producción.
El cumplimiento de la normativa y la trazabilidad son esenciales para las empresas de procesamiento de carne y aves. Las tecnologías de inspección visual proporcionan datos que demuestran que se mantienen las medidas de calidad y seguridad en toda la organización. Estas tecnologías pueden ayudar a las empresas a cumplir su promesa de ofrecer productos alimenticios seguros y de la más alta calidad. Toda retirada del mercado evitada por la falta de atención de un inspector ayudará a las empresas a proteger sus resultados y a evitar los consiguientes problemas de relaciones públicas.
La mejora de la toma de decisiones en toda la organización es posible gracias a datos de inspección sólidos
La consistencia del producto es un factor importante en la lealtad de un cliente a la marca. Cuanto más puedan hacer las empresas para alinear los esfuerzos de control de calidad en sus numerosas ubicaciones, mejor posicionadas estarán para satisfacer las necesidades de los clientes cada vez más exigentes a escala mundial.
Los datos de las tecnologías de inspección por visión artificial ayudan a cuantificar la calidad del producto, el rendimiento de los procesos, el cumplimiento de los requisitos reglamentarios y el éxito de sus iniciativas de seguridad alimentaria. Cuanto más puedan utilizar las empresas estos valiosos datos de inspección en sus operaciones, mejor preparadas estarán para hacer frente a las crecientes demandas y diferenciarse de la competencia.



