L'inspection pilotée par l'IA permet aux transformateurs de viande de réussir

Dans cet article, Jon Gilchrist, directeur des solutions techniques de KPM pour les produits de vision, explique pourquoi les entreprises choisissent d'utiliser des systèmes d'inspection par vision alimentés par l'IA sur les chaînes de transformation de la viande et de la volaille.

Cet article a été initialement publié dans le magazine Meating Point. Cliquez ici pour accéder à l'article sur le site Web de la publication (l'article apparaît à la page 18).
Le contrôle de la qualité et la salubrité des aliments n'ont jamais été aussi critiques ou difficiles pour les transformateurs et les conditionneurs de viande et de volaille. Les entreprises sont poussées à leurs limites opérationnelles pour répondre à des demandes de débit croissantes, même si la rétention de la main-d'œuvre reste un problème dans l'ensemble du secteur.
Naturellement, lorsqu'une équipe d'assurance qualité peine à répondre à ces exigences, les opérations doivent ralentir. Les risques d'erreurs d'inspection, de déchets excessifs ou éventuellement inutiles ou de matières étrangères nocives sont également plus élevés dans le flux de production.
Ce ne sont là que quelques-unes des raisons pour lesquelles de nombreuses entreprises de transformation investissent dans des technologies d'inspection par vision basées sur l'intelligence artificielle (IA) afin de répondre à ces demandes croissantes et d'amplifier leurs efforts en matière de sécurité alimentaire. De nouvelles applications visant à rationaliser le classement des produits et la détection des matières étrangères apparaissent chaque jour, ce qui en fait une période passionnante pour les entreprises qui souhaitent moderniser leurs opérations et acquérir un avantage concurrentiel.
Une évolution des technologies d'inspection
Le paysage des technologies disponibles pour améliorer les efforts d'inspection et de détection des corps étrangers a radicalement changé ces dernières années. Les entreprises de transformation de la viande et de la volaille utilisent depuis des décennies des systèmes de détection à rayons X et de métaux en tant qu'instruments essentiels de contrôle qualité.
Cependant, leur utilisation principale est la détection d'objets denses tels que le métal, les pierres et autres matériaux similaires. Ils sont moins adaptés aux matériaux étrangers mous tels que le papier, le plastique et les films, qui peuvent endommager l'équipement de traitement ou entraîner des rappels coûteux.
Les technologies traditionnelles ont leurs limites et ne permettent pas d'obtenir des informations précises sur les processus. Les systèmes d'inspection par vision automatisés et basés sur des règles sont donc devenus un choix populaire pour répondre aux besoins d'assurance qualité des usines de viande et de volaille. Les technologies d'inspection par vision sont conçues de manière hygiénique et intègrent des caméras haute résolution, un éclairage avancé et un logiciel d'analyse robuste pour mesurer les différentes caractéristiques des produits, qu'ils soient utilisés en ligne, installés en ligne ou intégrés directement dans un système de convoyage. Les mesures du système incluent tout ce qui concerne la taille et la forme 2D du produit, l'épaisseur 3D, la couleur et les marbrures, mais également des mesures plus avancées telles que la détection des taches de sang ou des stries sur les produits bruts, la couverture des petits pains pour les produits transformés, la précision de coupe, la prédiction du poids du produit, etc.
Les systèmes d'inspection par vision offrent une analyse en temps réel pendant la production. Lorsque le système détecte un défaut ou un contaminant, il peut alerter l'opérateur ou arrêter automatiquement la chaîne de production. Pour certains produits, les entreprises peuvent intégrer une méthode de rejet automatique afin de supprimer les produits non conformes aux spécifications afin de poursuivre le processus. L'alerte ou l'action immédiate permet un processus de contrôle qualité sûr et cohérent, garantissant ainsi que les produits défectueux ou les matières étrangères indésirables ne pénètrent jamais trop loin dans la chaîne de traitement.
Les systèmes d'inspection par vision peuvent aujourd'hui être équipés d'une technologie d'imagerie hyperspectrale pour une détection et une classification avancées des corps étrangers. L'imagerie hyperspectrale utilise une combinaison de technologies de spectroscopie et d'imagerie pour acquérir des images de produits à des longueurs d'onde non visibles, amplifiant ainsi la capacité du système à détecter des matières étrangères potentiellement dangereuses à la surface du produit.
Plus récemment encore, des systèmes d'inspection par vision ont été déployés avec des fonctionnalités avancées d'apprentissage automatique pilotées par l'IA afin d'améliorer la facilité d'utilisation, d'obtenir des mesures plus détaillées et de détecter les matériaux étrangers avec une précision remarquable. L'apprentissage automatique des caractéristiques et des spécifications des produits réduit considérablement la complexité du système et favorise la continuité des opérations afin de permettre aux systèmes de fonctionner plus longtemps avec moins d'interventions humaines. Un système d'inspection par vision artificielle ne prend jamais de vacances ni de congé maladie. Il peut fournir la même précision s'il reste en service ou jusqu'à ce qu'il soit formé pour une autre ligne de production ou un autre SKU. Les installations peuvent intégrer les données collectées dans le logiciel de contrôle de l'usine pour créer une boucle de rétroaction si elles le souhaitent.
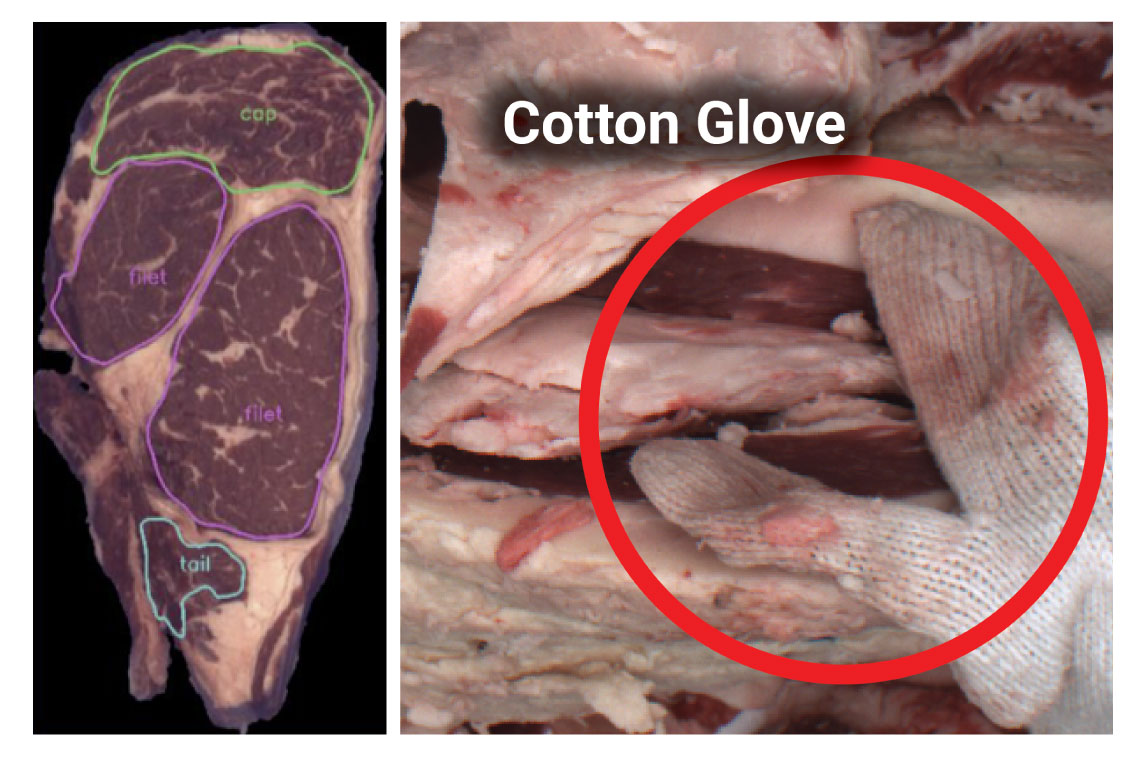
À droite : un gant identifié dans une ligne de découpe de bœuf par intelligence artificielle.
Néanmoins, avec l'accès à un plus grand nombre de données d'inspection et de contrôle des processus que jamais auparavant, de nombreuses opérations utilisant des systèmes d'inspection par vision avancés risquent de ne pas exploiter pleinement les capacités de leur investissement dans les technologies de vision.
Optimisation des processus de production en exploitant les données d'inspection
Les technologies d'inspection par vision automatisées pilotées par l'IA permettent aux entreprises d'analyser 100 % des produits lorsqu'elles sont intégrées à leurs processus. Ces données précieuses aident à soutenir les efforts des différents groupes au sein d'une organisation.
Impacts au niveau de la chaîne de production
À l'origine, un système de vision par IA intégré permet aux opérateurs de l'atelier de transformation de prendre des décisions plus éclairées en matière de qualité et de sécurité des aliments. Par exemple, une entreprise de nuggets de poulet produisant 3 millions de nuggets de poulet par jour subira un certain pourcentage de déchets. Se fier uniquement à l'inspection manuelle des produits pour déterminer leur taille, leur forme, la couleur et la couverture de la panure ou d'autres caractéristiques du produit constitue une tâche difficile à pleine vitesse de production. De plus, au moment où un problème de qualité est découvert (par exemple, la couleur de la panure devient trop foncée parce que l'huile de friteuse doit être changée), plusieurs produits ont déjà été gaspillés.
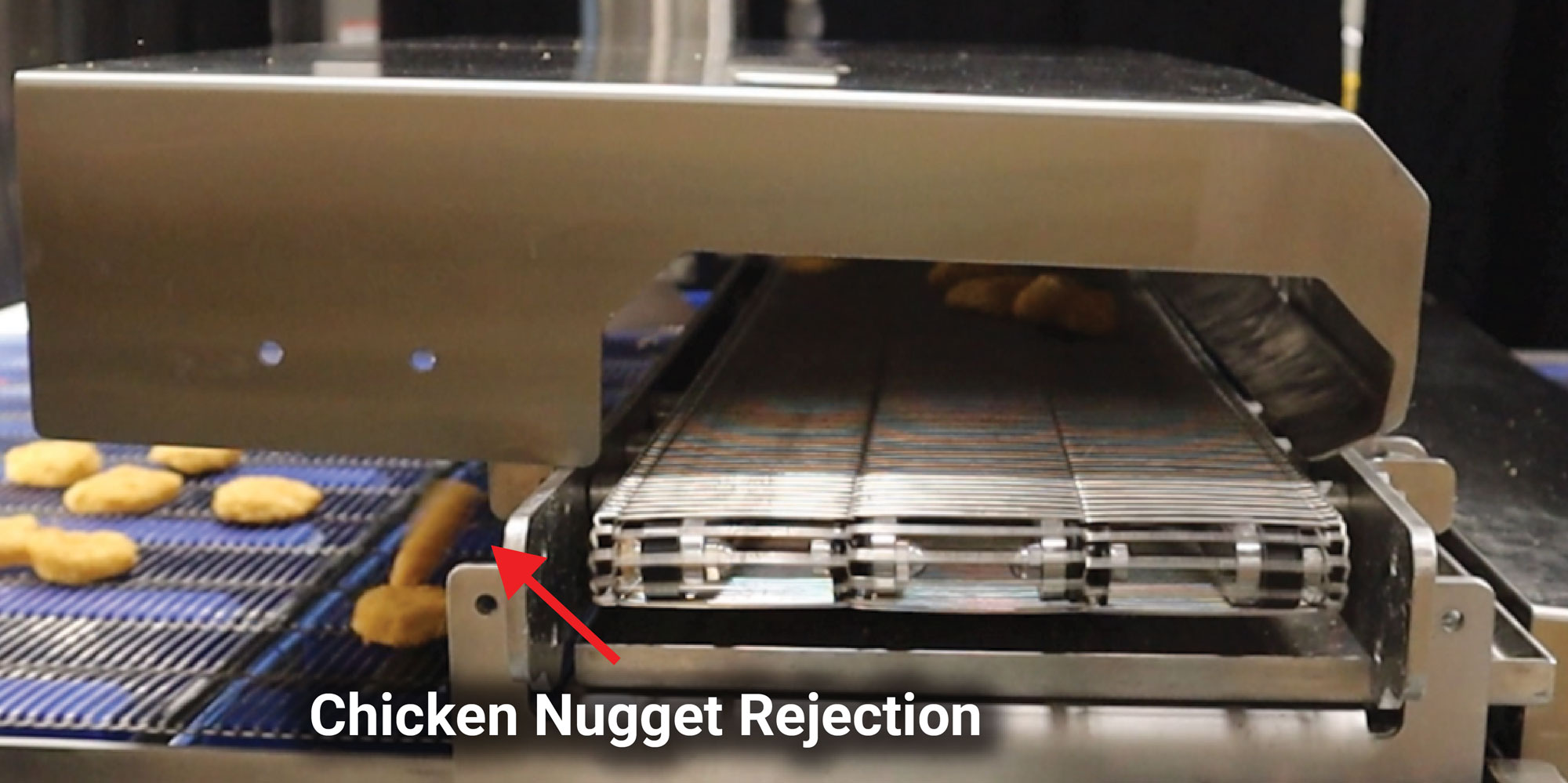
Comme les systèmes d'inspection en ligne peuvent interagir avec les systèmes MES et SCADA existants, ils peuvent aider à détecter les produits susceptibles de devenir trop foncés à la sortie de la friteuse et à prendre des mesures correctives immédiates ou à alerter l'opérateur.
Pour ce producteur de croûtes de poulet qui produit 3 millions de croquettes de poulet par jour, réduire ses déchets d'à peine 0,5 % (environ 150 000 pépites à 1 cent par pépite) représente des économies importantes au fil du temps, car l'opérateur peut prendre des décisions plus éclairées en matière de contrôle des processus grâce à ses données de vision. De nombreuses entreprises ont payé rapidement leurs systèmes d'inspection par vision, uniquement grâce à la réduction des déchets.
Impacts au niveau de l'usine
L'inspection par vision artificielle peut influencer de multiples manières la précision et la prise de décision des processus au niveau de l'usine. Tout d'abord, la technologie permet de déterminer les causes profondes des problèmes de processus courants.
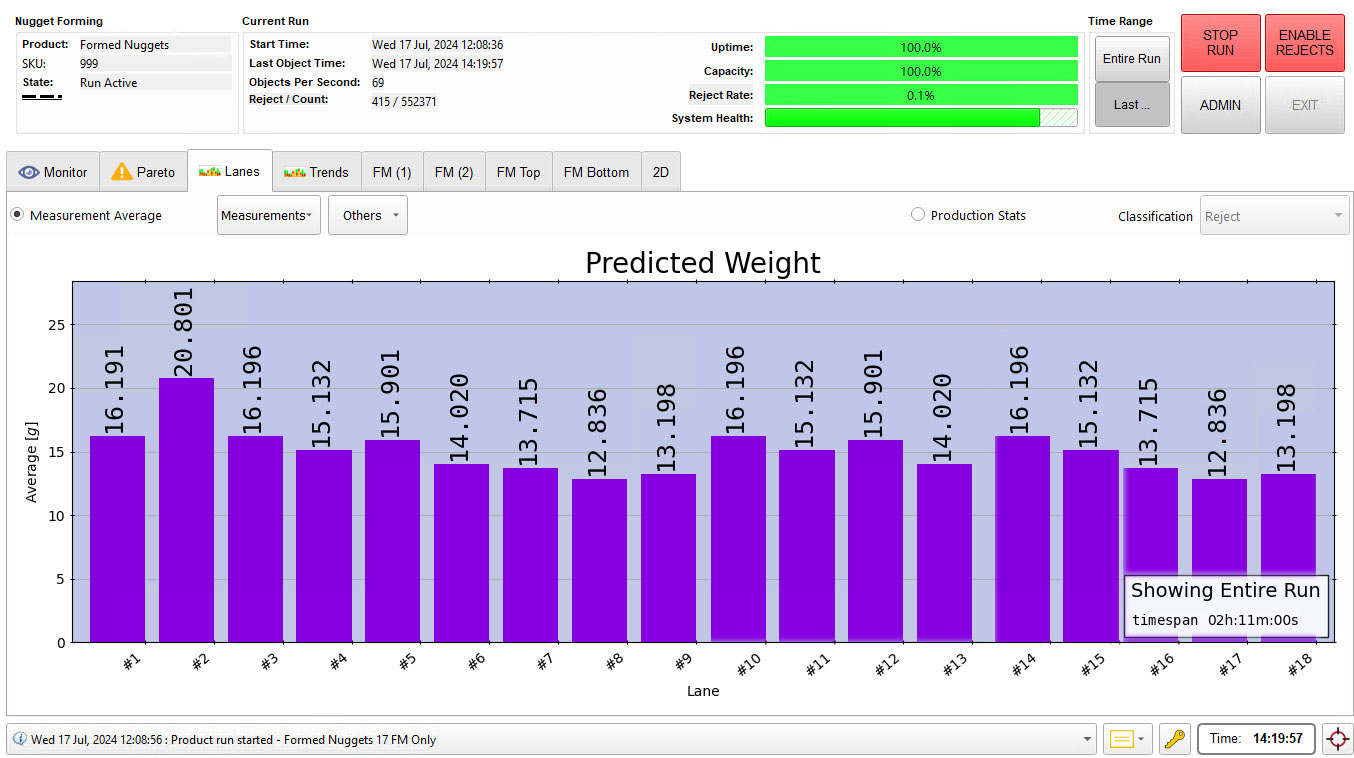
Prenons l'exemple d'une entreprise de fabrication de galettes pour hamburgers ; toutes les galettes doivent être formées selon une taille ou une forme spécifique pour garantir une cuisson complète et une bonne insertion dans l'emballage du produit. Si une usine possède plusieurs machines de formage qui acheminent les produits vers les étapes de production ultérieures, le fait de disposer d'un système d'inspection par vision intégré qui mesure en permanence les produits sortant des formeuses permet de détecter tout problème tel que des galettes empilées deux fois, des défauts de bords, un encombrement excessif des galettes, des équipements de formage usés, etc.
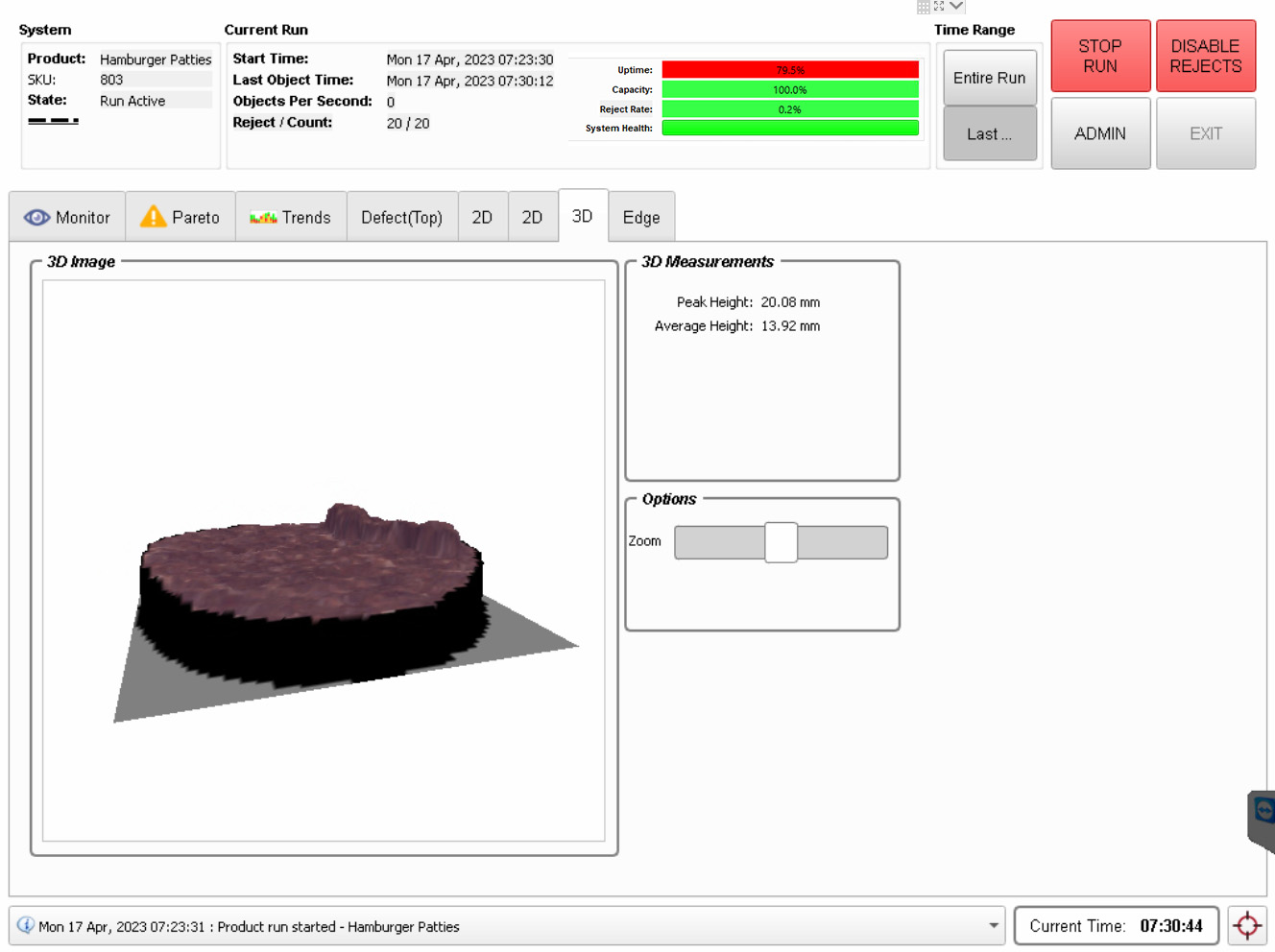
À l'aide de ces données, l'entreprise peut identifier clairement les machines de formage qui rencontrent régulièrement des problèmes de cohérence des produits. Si tous les ajustements des processus continuent d'échouer, le directeur de l'usine peut prendre une décision basée sur des données concernant l'entretien ou le remplacement de l'équipement afin d'éviter tout gaspillage supplémentaire.
L'évaluation des fournisseurs d'ingrédients est une autre application utile. Les entreprises changent de fournisseur d'ingrédients pour diverses raisons. Une méthode objective pour tester de nouveaux ingrédients dans le processus de production constitue donc un moyen rentable de garantir la sélection des fournisseurs.
Pour en revenir au producteur de nuggets de poulet, supposons que l'entreprise change de fournisseur de panure et qu'elle ait reçu des échantillons de plusieurs fournisseurs pour tester son processus de production. Qu'il s'agisse de tester des produits individuels sur un système en ligne ou d'utiliser un système en ligne placé au-dessus d'un flux de produits, les directeurs de l'usine peuvent rapidement évaluer si la panure cuit correctement, adhère au produit tout au long du processus, conserve sa texture et d'autres attributs visuels. La possibilité de comparer l'apparence du produit à des valeurs programmées, plutôt que de se fier à des nuanciers ou à l'interprétation des opérateurs, est un moyen efficace de garantir une transition fluide vers un nouveau fournisseur d'ingrédients.
Impacts au niveau de l'entreprise
Pour les grandes entreprises de transformation de viande et de volaille, les technologies d'inspection par vision artificielle contribuent grandement à analyser les tendances de performance sur plusieurs sites. Certains systèmes d'inspection par vision proposent des modules logiciels qui permettent aux utilisateurs de générer des rapports de performance à l'échelle de l'usine sur des sujets tels que le taux de rejet des produits, la couleur ou la présence d'attributs visuels sur un produit.
L'accès à ces données permet non seulement aux entreprises de déployer des normes plus strictes en matière de cohérence des produits à l'échelle de l'entreprise, mais aussi de prendre la décision d'investir des ressources en capital pour relever les défis mondiaux. Cet avantage est particulièrement utile pour les entreprises possédant plusieurs sites de production ; si des systèmes de vision sont installés sur toutes les lignes de production, il devient beaucoup plus facile d'évaluer les performances à l'échelle de l'entreprise et de résoudre les problèmes de production potentiels.
La conformité réglementaire et la traçabilité sont essentielles pour les entreprises de transformation de la viande et de la volaille. Les technologies d'inspection par vision fournissent des données qui prouvent que les mesures de qualité et de sécurité sont maintenues dans l'ensemble de l'organisation. Ces technologies peuvent aider les entreprises à tenir leur promesse de proposer des produits alimentaires sûrs et de qualité supérieure. Chaque rappel évité en raison d'un inspecteur inattentif aidera les entreprises à protéger leurs résultats et à éviter les problèmes de relations publiques qui s'ensuivent.
L'amélioration de la prise de décisions dans l'ensemble de l'organisation rendue possible grâce à des données d'inspection fiables
La cohérence des produits est un facteur important de la fidélité d'un client à la marque. Plus les entreprises pourront aligner les efforts d'assurance qualité sur leurs nombreux sites, mieux elles seront en mesure de répondre aux besoins de clients internationaux de plus en plus exigeants.
Les données issues des technologies d'inspection par vision artificielle aident à quantifier la qualité des produits, les performances des processus, le respect des exigences réglementaires et le succès de leurs efforts en matière de sécurité alimentaire. Plus les entreprises pourront utiliser ces précieuses données d'inspection dans le cadre de leurs activités, mieux elles seront préparées à répondre à la demande croissante et à se démarquer de la concurrence.



