The MCT Series offers rapid, continuous analysis for manufacturing operators to monitor incoming raw materials or process control on the production line. The online, non-contact sensors accurately measure moisture, oil, coat weight, temperature, and other parameters. With this analysis, operators can maintain consistent product quality, increase yield, and minimize waste.
Continuous Real-Time Measurement & Control
Benefits
- Improve process control and final quality using accurate measurements of moisture, oil, and other parameters
- Make quick decisions and adjustments to the production line using the analysis data
- Save costs and reduce waste, which improves your company’s bottom line
Features
- High-speed measurement allows capturing up to 99 readings per second with the MCT560 Series products
- Rugged enclosure withstands harsh conditions; IP67-rated user interface provides protection in challenging operating environments
- A proprietary temperature-controlled detector ensures measurement stability
- Fully modular, with all components easily replaceable in the field
- Easy to troubleshoot with advanced on-board diagnostics with MCT560 Series
Applications
Consistent Product Quality, Increased Yield, and Reduced Waste
Applications for Online NIR Sensing
The applications of the MCT Series range from snack food production to tortillas and cereals, to tobacco, wood, and biofuels. The sensors are capable of a closed loop control of fryers, ovens, belt speed, paper re-moisturizers, and other processes where moisture variation is controlled. The MCT Series can also be easily integrated into existing control systems with industry-standard IO protocols, adding data to maximize process efficiency.
Food
- Potato Chips
- Corn Chips
- Tortillas
- Cookies
- Crackers
- Pretzels
- Extruded Snacks
- Bread Crumbs
- Oil Base Flavorings
- Doughs/Dough Sheets
- Breakfast Cereals
- Popcorn
- Pork Rinds
- Sausage Skins
- Ground Meat
- Rendering
- Products
- Animal Feed Ingredients
- Flours and Starch
- Milk Powders
- Potato Flakes
- Sugar and Sugar Beets
- Salts
- Coffee, Tea, and Cocoa Powders
- And Many More
Industrial
- Chemicals and Chemical Powders
- Hot Melts
- Pressure Sensitive Adhesives
- Extruded Plastics
- Gypsum Powder
- Bricks
- PVB Films
- Textiles
- Crumb Rubber
- Polymer Pellets
- Glass Cullet
- Sands and Aggregates
- PVC Powders
- Ceramics
- Fertilizers
- Pulp Sheets
- Paper
- Detergents and Soaps
- Mineral or Metallic Ore
- Gun Powder
- Biofuels
- Tobacco
- Wood
- Corrugated
- Materials
- Food Packaging and Containers
- Panel and Particle Board
- Roof Shingles






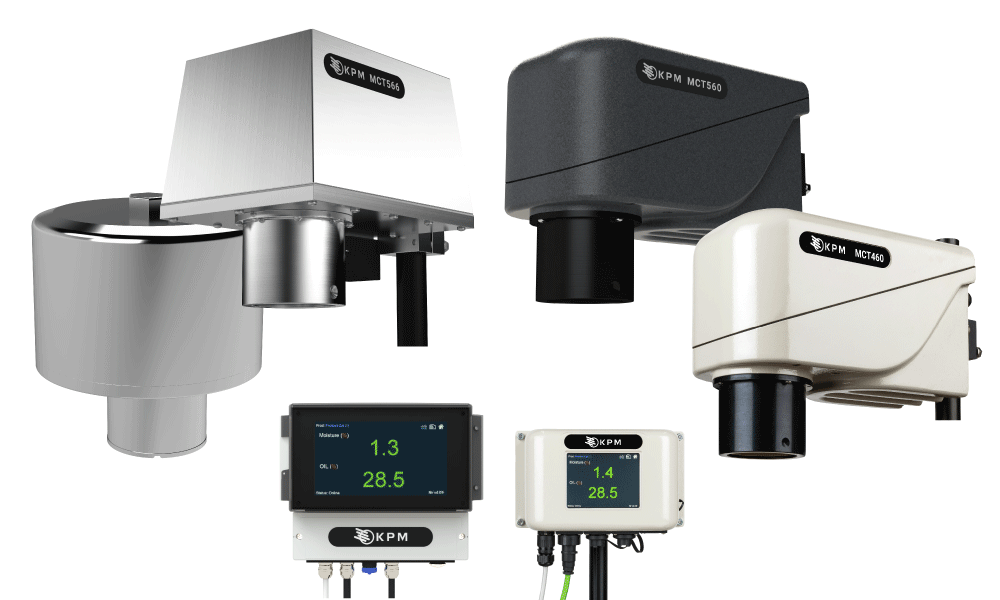
Lineup
Thousands of MCT sensors have been installed at many of the largest food and industrial manufacturing plants in the world. They help operators control moisture to within one tenth of a percent to meet product specs every time. The MCT is built using NIR technology that is widely used and accepted in a wide range of industries for moisture, oil, or other on-line measurements.
The MCT Series is proven to perform in harsh environmental conditions for food or industrial applications. The MCT Series is built to last, simple to install, and virtually maintenance free for years of reliable, consistent results. Choose from four models based on your application.
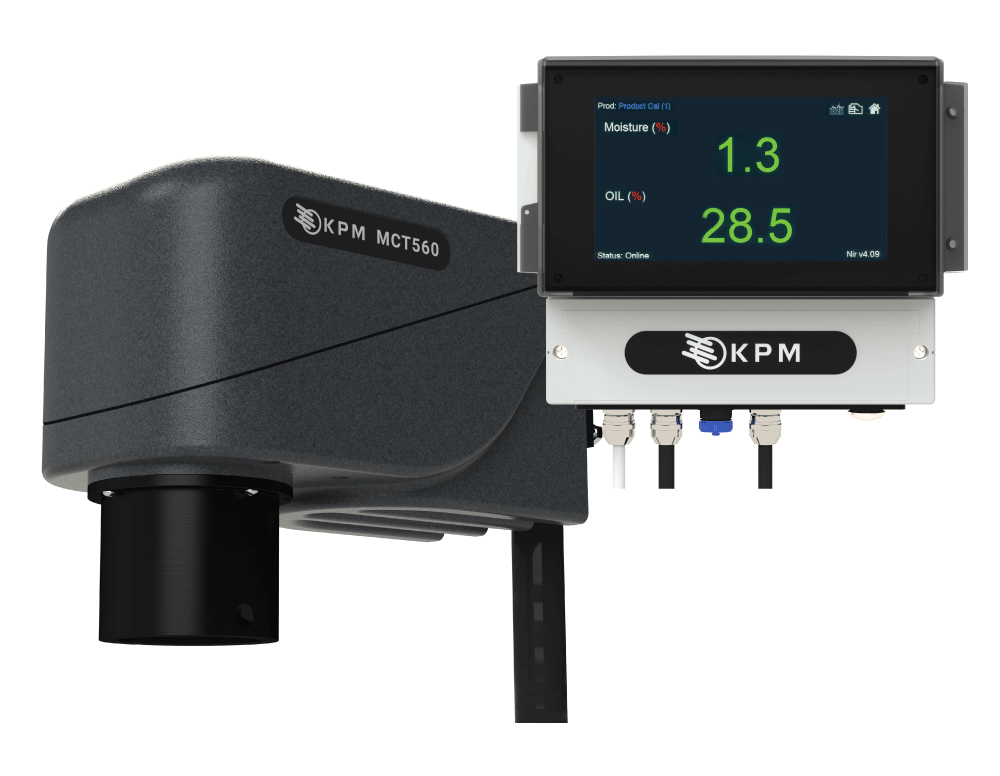
MCT560 – Designed for Industrial Applications
- In-process monitoring of moisture, oil, coat weight, or other parameters
- Includes latest advanced features like lamp life and motor life monitoring, vibration alarm, and more
- Powder-coated cast aluminum housing
- IP67-rated 178 mm (7 in) user interface for protection in challenging operating environments

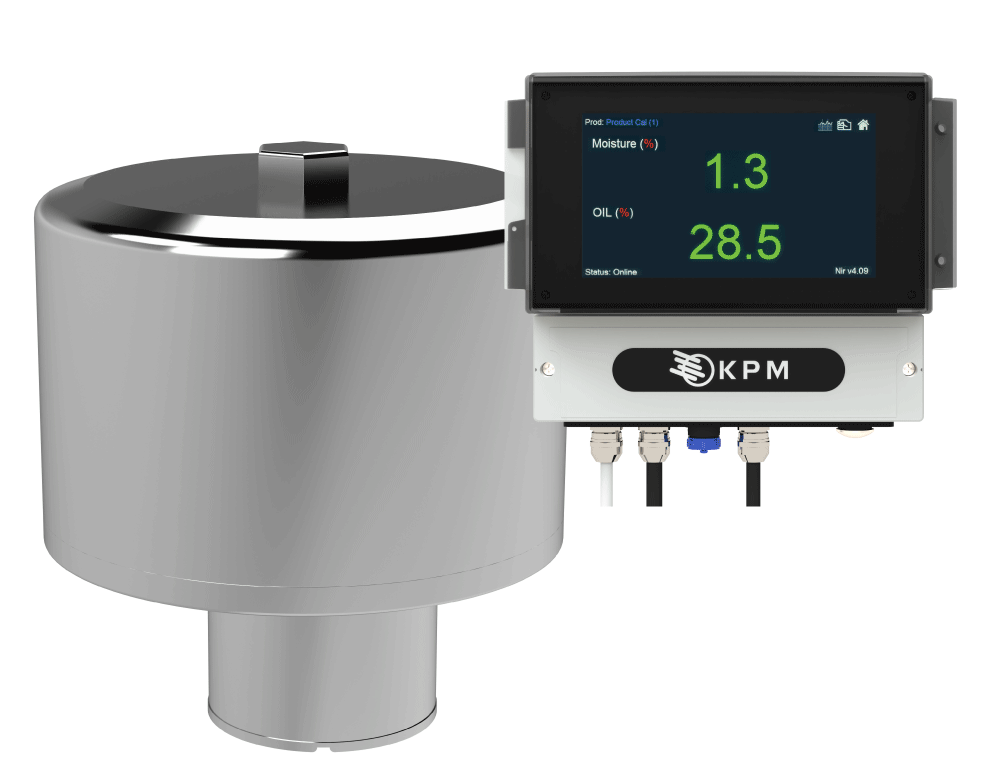
MCT566 – Designed for Food Applications
- Ideally suited for demanding conditions in food and snack food manufacturing
- Stainless steel housing; IP67 rated
- IP67-rated 178 mm (7 in) user interface for protection in challenging operating environments
- Kel-F sensor window
MCT569 – Used for Washdown Applications
- Full washdown capability for food and snack food manufacturing
- In-process monitoring of moisture and fat (oil)
- Stainless steel housing; IP69-rated
- IP67-rated 178 mm (7 in) user interface for protection in challenging operating environments
- Sapphire sensor window
Product Lineup
How It Works
Proven Technology for Food & Industrial Applications
The MCT Series NIR analyzers are integrated into key areas of a production process to continuously monitor incoming raw materials or control processes on the production line. Each option is designed to integrate seamlessly over belt conveyors, auger/screw conveyors, or bins & chutes to analyze moisture, oil, and other on-line measurements.

The MCT Series scanning process is simple but reliable:
- Light from the lamp is directed through a rotating wheel at 2000rpm (up to 6000 for MCT560 Series analyzers) containing NIR filters selected for the application
- NIR light is directed onto the product being measured
- The light reflected off the product is captured by a mirror within the unit and focused onto a Peltier Cooled Lead sulfide detector.
- The detector’s output is taken by the on-board “smart” circuit board and compares to the internal reference beam. This is then converted into a percent of moisture, oil, and other parameters.
High-Speed Gating Analysis
The MCT566 and MCT569 allow the analysis of segmented products on a conveyor at full-line speeds. Through this process, the MCT566 or MCT569 sensor will only provide measurements when the product is under the sensor, making the system suitable for applications with a non-continuous product flow. High-speed gating capabilities make the MCT566 or MCT569 ideal for measuring moisture and fat content in high-throughput food operations, including:
- Cookies/Biscuits
- Snack Cakes
- Candy Bars/Granola Bars
- Individually-Packed Noodles
- Freeze-Dried Portioned Products

System Components
Installation
Accessories
Software
All MCT Series models use the proprietary SensorVu Windows®- based PC software, allowing operators to insert set-up parameters, perform or adjust calibrations, select product codes, examine internal diagnostic values, and remotely view moisture and temperature trends. SensorVu can also connect to multiple MCT Series analyzers in a single location for multi-system monitoring.
All MCT Series models use the proprietary SensorVu Windows®- based PC software, allowing operators to insert set-up parameters, perform or adjust calibrations, select product codes, examine internal diagnostic values, and remotely view moisture and temperature trends. SensorVu can also connect to multiple MCT Series analyzers in a single location for multi-system monitoring.

Trend screen with logging capability displays process reading changes in real time.
Trend screen with logging capability displays process reading changes in real time.

Review sensor health and performance from easy-to-follow prompts.
Review sensor health and performance from easy-to-follow prompts.

Simple, graphical calibration routine for quick setup of new products.
Simple, graphical calibration routine for quick setup of new products.
Specifications
MCT566 |
MCT569 |
MCT560 |
MCT460 |
|
|---|---|---|---|---|
| Target applications | General food | Industrial | ||
| Sensor enclosure | IP67 rated stainless steel | IP69 rated stainless steel | Powder coated cast aluminum | |
| Reading speed | Up to 99 readings/second | Up to 33 readings/second | ||
| High speed gating | Yes | No | ||
| Advanced features | Lamp life monitoring, motor life monitoring, vibration alarm | None | ||
| Product calibrations | 200 | 100 | ||
| Operator interface | 178 mm (7 in) touch screen (IP67) | 145 mm (5.7 in) touch screen | ||
| Communication options | USB, Ethernet TCP/IP, Ethernet IP, EtherCAT, ProfiNet, ProfiBus, Modbus TCP, DeviceNet, OPC-DDE Server | |||
| Measured NIR constituents | 1, 2 or 3 simultaneously | |||
| Moisture accuracy | +/- 0.1% | |||
| Resins, fats/oils accuracy | +/- 0.2% | |||
| Wet basis moisture range | Min. 0.1%, Max. 90% | |||
| Dry basis moisture range | Min. 0.1%, Max. 400% | |||
| Fats/oils range | Min. 0.1%, Max 50% | |||
| Transmitter/product distance | 200-450 mm (8-18 in) | |||
| Power inputs | 110 to 240V standard. 24VDC optional. | |||
| Outputs | 4-20mA, 0-10V (isolated), RS-232 & RS485 | |||
| Languages | 13 selectable languages | |||
| Cable | 3 m (10 ft) standard | |||
| Compliance | CE Certified (FCC CFR 47: Part 15: B: 2015, Industry Canada Interference-Causing Equipment Standard ICES-003: 2021) | |||
| Weight | 7.7 kg (17 lbs) | 23.6 kg (52 lbs) | 8.6 kg (19 lbs) | 8.6 kg (19 lbs) |
| Warranty | Two years parts/labor; Five years lamp replacement | Two years parts/labor; Three years lamp replacement | ||
Frequently Asked Questions
NIR analyzers are nondestructive sensors that monitor moisture and fat inline or at-line during production. They offer several benefits to food manufacturers, including improved process control, consistent product quality, cost savings, and better compliance with regulations.
NIR stands for Near Infrared, which is a non-destructive analytical technique that uses light to determine the composition of food products. NIR analyzers use this technology to analyze food products for various properties such as moisture, protein, and fat content.
For belt conveyor installations, MCT460 series sensors are ideally mounted about 250mm (10 in.) from the product flow to allow bed depth variation from the conveyor.
Resources




